湖北氮氣切割制氮機好不好
銳砼科技為蕪湖XX智能科技有限公司配備鋒速切割——制氮機切割工藝方案實施前,其遇到的切割上的痛難點問題:早期所配置的12KW迅鐳激光主要采用的是氧氣切割碳鋼工藝,生產產能跟不上,效率低,成本高,24小時滿負荷作業也難以完成客戶訂單需求,大量訂單需要外協,給公司生產和管理增加大量成本與開支;二度優化后,采取空氣切割+去毛刺機的方案,奈何去毛刺機不太穩定,同時也增加了后工序流程,仍不是較為理想解決方案。為了幫助蕪湖XX智能科技有限公司解決以上切割問題的困擾,銳砼科技結合其自身切割現狀,為其配備了一套鋒速切割——制氮機輔助供氣工藝方案。上海恒銳以純激光切割加工為主。湖北氮氣切割制氮機好不好

SMT氮氣發生器在工業上的技術優勢不等壓均壓制氮機采用不等電位均壓工藝,傳統制氮機采用等電位均壓工藝。壓力均衡有兩個好處,一是減少氣體對分子篩的沖擊,二是提高壓縮空氣的利用率。不平等負壓分擔過程更加合理、科學和成熟。其直接效果是提高氮氣回收率和產氣量,間接效果是降低能耗30%。安裝方便,設備結構緊湊,整體撬裝,占地面積小,無基建投資,投資少。質量碳分子篩吸附容量大,抗壓能力強,使用壽命長。正常運行的使用壽命可達10年。比其他供氮方式更經濟。內蒙古碳鋼制氮機方案鋒速切割——制氮機原理!
上海銳砼科技結合山東XX重工的激光加工切割現狀,技術工程師團隊經過現場調研,為明宇重工提出了一個極具性價比升級改造方案——鋒速切割。升級改造方案如下:6KW升級成15KW,配備制氮機,使用低純氮切割碳鋼,提升切割效率的同時解決毛刺問題。通過6KW升級改造為15KW配備制氮機方案后,對于XX重工十分直觀的收益感觸就是:切割作業效率得到了十分明顯的提升,且完美解決了之前空氣切割中斷面差,切割斷面被優化到直接減少打磨工序的完美程度。
激光切割機用制氮機研發背景:目前市場上高功率光纖激光切割設備,在不同板材切割加工場景中,存在很多共同的痛點問題:(1)采用氧氣切割中薄碳鋼效率低、容易掛渣;(2)采用液氮切割碳鋼使用成本高,中厚度的碳鋼掛渣嚴重,厚碳鋼又無法切割;(3)采用液氮切割鋁板掛渣嚴重、斷面質量差;(4)采用空氣切割碳鋼掛渣嚴重、增加人工打磨以及去毛刺機使用成本;(5)采用空氣大量切割不銹鋼或者碳鋼,容易造成管道污染。為了更好的解決以上擊中激光切割輔助供氣方案存在的不足,銳砼科技退出激光清潔制氮機輔助供氣方案工藝。氮氣緩沖罐用于均衡從氮氧分離系統分離出來的氮氣的壓力和純度,保證連續供給氮氣穩定。

壓縮空氣凈化組件空氣壓縮機提供的壓縮空氣首先通入壓縮空氣凈化組件中,壓縮空氣先由管道過濾器除去大部分的油、水、塵,再經冷凍干燥機進一步除水、精過濾器除油、除塵,并由在緊隨其后的超精過濾器進行深度凈化。根據系統工況,特別設計了一套壓縮空氣除油器,用來防止可能出現的微量油滲透,為碳分子篩提供充分保護。設計嚴謹的空氣凈化組件確保了碳分子篩的使用壽命。經本組件處理后的潔凈空氣可用于儀表空氣。2、空氣儲罐空氣儲罐的作用是:降低氣流脈動,起緩沖作用;從而減小系統壓力波動,使壓縮空氣平穩地通過壓縮空氣凈化組件,以便充分除去油水雜質,減輕后續PSA氧氮分離裝置的負荷。同時,在吸附塔進行工作切換時,它也為PSA氧氮分離裝置提供短時間內迅速升壓所需的大量壓縮空氣,使吸附塔內壓力很快上升到工作壓力,保證了設備可靠穩定的運行。這些機器執行稱為變壓吸附(PSA)和膜技術的過程,從空氣中提取氮氣并壓縮它。江蘇激光制氮機好不好
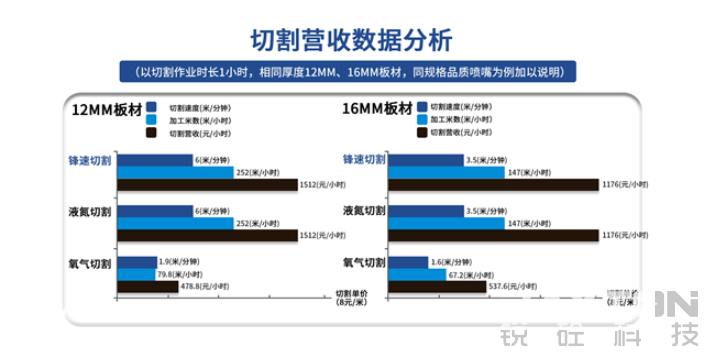
不同功率段,制氮機氮氣純度與切割板材厚度的關系。湖北氮氣切割制氮機好不好
我國光纖激光器維修,激光切割機升級改造,激光切割頭維修,鋒速切割輔助供氣工藝業受到經濟形勢發展的影響而呈現出的市場疲軟現象,對我國機械制造業提出了新的課題:調整發展思路,調整產業結構,提高產品技術含量、提高產品附加值,走轉型升級的可持續發展之路。貿易的未來正面臨著大洗牌與大變革。需要注意的是智能制造是方向,不是目的,轉型升級是主線,降本提質增效是重點。人類發展的歷史就是一部工具發展的歷史,基礎建設離不開工程機械,20世紀80年代以來,國內外工程機械產品技術已從一個成熟期走到了現代化時期。電子技術、微電腦、傳感器等技術改造了傳統工程機械產品,那么接下來,工程機械又會朝著怎樣一個服務型發展呢?中國光纖激光器維修,激光切割機升級改造,激光切割頭維修,鋒速切割輔助供氣工藝產業雖然遭遇了持續性的低迷,但是從總的發展趨勢來看,伴隨我國各種利好政策的出臺及各地基礎設施建設項目的不斷上馬推進,我國的光纖激光器維修,激光切割機升級改造,激光切割頭維修,鋒速切割輔助供氣工藝發展前景是良好的、有保證的。湖北氮氣切割制氮機好不好
上海銳砼科技有限公司是一家服務型類企業,積極探索行業發展,努力實現產品創新。公司致力于為客戶提供安全、質量有保證的良好產品及服務,是一家有限責任公司(自然)企業。以滿足顧客要求為己任;以顧客永遠滿意為標準;以保持行業優先為目標,提供的光纖激光器維修,激光切割機升級改造,激光切割頭維修,鋒速切割輔助供氣工藝。工業激光設備維修將以真誠的服務、創新的理念、的產品,為彼此贏得全新的未來!
本文來自重慶嘉鳳熙膜結構安裝工程有限公司:http://www.zhaofangjing888.cn/Article/50d7299877.html

軍校迷彩桌多少錢
迷彩桌椅是一種非常受歡迎的戶外家具,它們通常用于露營、野營、釣魚、狩獵等戶外活動。這些桌椅的設計和顏色使它們在戶外環境中非常適合,但是在使用時需要注意一些事項,以確保它們的安全和長期使用。使用迷彩桌椅 。
本實用新型屬于自動化工裝技術領域,具體涉及一種基于機械手自動打磨機構。背景技術:工業生產中的部分零配件需要對其外表面進行打磨拋光,比如圓棒工件,現有技術中,采用電機驅動的砂輪對圓棒工件的外表面進行打磨 。
鏈輪加工出來很毛躁是什么問題?1、新鏈輪過長或經使用后伸長,難以調整,可看情況拆去鏈節,但必須為偶數。鏈節應從鏈輪背面穿過,鎖片插在外面,鎖緊片的開口應朝轉動的相反方向。2、機器長期存放時,鏈輪應拆下 。
? ?環氧板的加工方式介紹:鉆孔這是PCB線路板廠常見的加工方式,無論是PCB的測試治具,抑或PCB的后期處理都會歷經“鉆孔”,通常鉆房用到的耗材和設備是鉆機,鉆嘴,膠粒,木墊板,鋁墊板等。.分切這個 。
運輸是物流過程的主要職能之一,也是物流過程各項業務的中心活動。物流過程中的其它各項活動,如包裝、裝卸搬運、物流信息等,都是圍繞著運輸而進行的。科學技術不斷進步,生產的社會化和專業化程度不斷提高,一切物 。
公司經營產品參數】品牌:三星,海康,索尼,松下,大華,科達,思朗規格/型號::DS-2CD8264F主要承接視頻監控,視頻監控工程,是專業的視頻監控服務商,專業從事公共安全防范、視頻監控、智能大廈綜合 。
使用水分活度儀的時候一定要注意以下幾點:第1是水分活度儀在使用的時候系統必須全密閉,水分活度儀的液路部分連接一定要緊固,從試劑瓶到計量泵再到反應池,否則發生試劑泄漏將直接影響測試結果。如果系統沒有密閉 。
白蟻防治消殺解決方案。白蟻危害有以下特點:?1)隱蔽性,除一年一度的有季節性分飛出來外,它一般從不處露天活動,它的巢穴多在地下或著藏在壁框內以及物體內部,一般人們不易發現。?2)普遍性,白蟻以纖維素為 。
地震來了,有哪些我們可以用上的防震減災小知識呢?目前多數專家認為:震時就近躲避,震后迅速撤離到安全的地方,是應急避震較好的辦法。這是因為,震時預警時間很短,人又往往無法自主行動,再加之門窗變形等,從室 。
機油之密封作用:這個密封作用主要是指密封活塞與氣缸壁之間的間隙。雖然活塞與汽缸壁之間有活塞環來提供密封作用,但由于金屬表面并不是非常平整的,所以密封程度并不是很完美。如果密封作用不佳,發動機竄氣量增大 。
激光工藝:激光剖面芯片,替代傳統費時費力的冷熱制模固定,人工研磨方法。激光可剖面BGA焊球、玻纖PCB板、開封后裸露的晶圓配合PICOEYE顯微視覺,切縫寬度可控制低至5微米)。激光開蓋,主要針對陶瓷 。