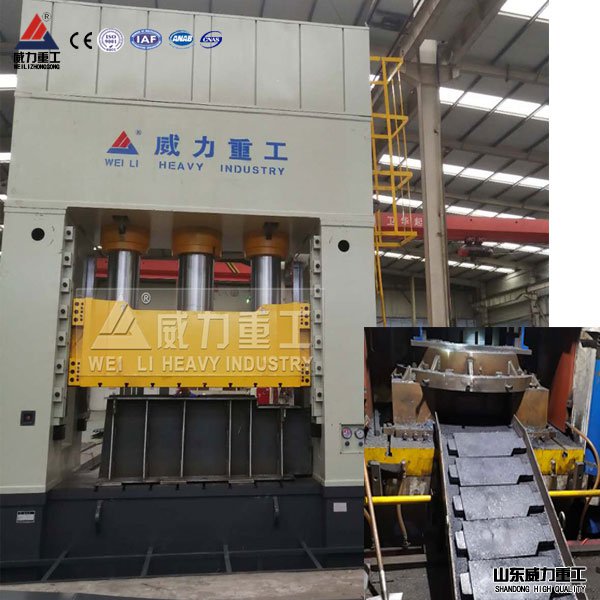
✍ 一般车门结构包括汽车车门内板(一般连接窗框)、汽车车门外板和车门加强板。汽车车门内外板作为汽车的重要零部件,生产加工要求较高。�����此客户正是山东泰安汽车制造企业定制四台液压机:2台框架式液压机带液压垫多顶杆做拉伸,2台500吨四柱液压机用来辅助切边冲孔。
 ➥汽车所熟知的由几大部分组成:�����机舱前地板(机舱和前地板合称机舱前地板)、后地板、左右侧围、顶盖、五门一盖(4个车门加后背箱门加上机舱盖)。很多种汽车配件都可以在液压机和模具配合下完成加工生产,具体考虑模具安装尺寸、模压力、速度、顶出装置及尺寸、开模方式、模板行程等。同时适用于汽车门板、汽车导流罩、汽车挡泥板、保险杠、驾驶室顶棚、汽车内饰等一系列压制成型。
1、汽车车门制造生产原料������ 汽车车门材料,随着不同车辆定位及价位的不同,选用不同材质。一般为:热/冷轧钢板、表面处理钢板、不锈钢板、高强度钢板等。一般外钣金材料厚度在0.7。内钣金厚度不一样,有的厚有的薄,具体视车型而定。
➥汽车所熟知的由几大部分组成:�����机舱前地板(机舱和前地板合称机舱前地板)、后地板、左右侧围、顶盖、五门一盖(4个车门加后背箱门加上机舱盖)。很多种汽车配件都可以在液压机和模具配合下完成加工生产,具体考虑模具安装尺寸、模压力、速度、顶出装置及尺寸、开模方式、模板行程等。同时适用于汽车门板、汽车导流罩、汽车挡泥板、保险杠、驾驶室顶棚、汽车内饰等一系列压制成型。
1、汽车车门制造生产原料������ 汽车车门材料,随着不同车辆定位及价位的不同,选用不同材质。一般为:热/冷轧钢板、表面处理钢板、不锈钢板、高强度钢板等。一般外钣金材料厚度在0.7。内钣金厚度不一样,有的厚有的薄,具体视车型而定。
 2、汽车车门制造车门外板������ 车门外板为钣金件,材料厚度在0.7mm,通过汽车成型模具,做成型处理。车门外板就制作完成了。开始下道工序,去除边角料。车门外板制作完成,并对表面进行检查,确保质量合格。
3、汽车车门制造车门内板������ 外板的焊接:钣金件与车窗进行焊接,将提前冲压好的钣金件,与窗框定位在焊接夹具上。将防撞梁及加强筋进行固定,后将焊接好的车门内板一起固定,进行焊接。
4、汽车车门制造内外板粘合������� 首先涂胶,事先冲压好的汽车外板内部边缘进行涂胶,然后对车门中间进行涂胶,涂胶完成后,机械手将内外板连接在一起。 最后一步就是将内外板压紧。车门内外板压紧完成,车门的钣金件就这样制作完成了。汽车车门的制作是一个复杂的过程,好多装配件包括:玻璃、胶条、把手、内饰板等等。
2、汽车车门制造车门外板������ 车门外板为钣金件,材料厚度在0.7mm,通过汽车成型模具,做成型处理。车门外板就制作完成了。开始下道工序,去除边角料。车门外板制作完成,并对表面进行检查,确保质量合格。
3、汽车车门制造车门内板������ 外板的焊接:钣金件与车窗进行焊接,将提前冲压好的钣金件,与窗框定位在焊接夹具上。将防撞梁及加强筋进行固定,后将焊接好的车门内板一起固定,进行焊接。
4、汽车车门制造内外板粘合������� 首先涂胶,事先冲压好的汽车外板内部边缘进行涂胶,然后对车门中间进行涂胶,涂胶完成后,机械手将内外板连接在一起。 最后一步就是将内外板压紧。车门内外板压紧完成,车门的钣金件就这样制作完成了。汽车车门的制作是一个复杂的过程,好多装配件包括:玻璃、胶条、把手、内饰板等等。
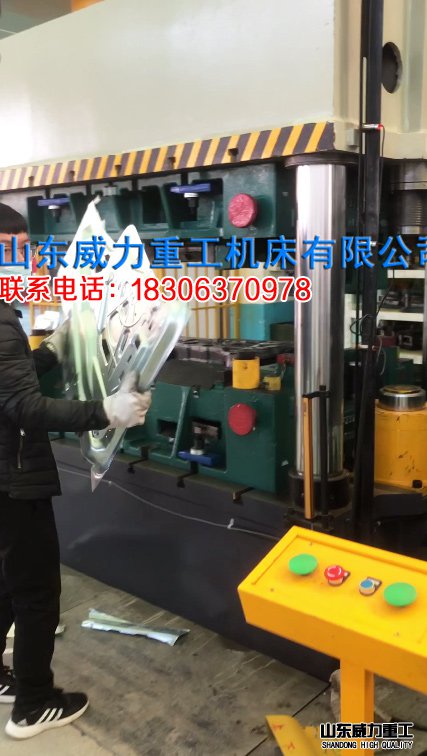
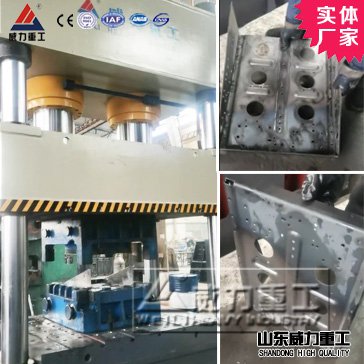
 ◈500吨门板切边冲孔四柱液压机设计工作台面是1800x1250,两侧加配缓冲缸缓冲装置。根据客户工艺需求,还可以用于汽车配件覆盖件冲压成型、玻璃钢复合材料热模压成型等。该设备还适用于可塑性材料的压制,如�������冲裁、弯曲、翻边、薄板拉伸等,也可以从事校正、压装、砂轮成型、冷挤压金属零件成型,塑料制品及粉末制品的压制成型工艺,配上冲裁缓冲装置后可用于冲孔、落料加工。以下是客户现场图:
◈500吨门板切边冲孔四柱液压机设计工作台面是1800x1250,两侧加配缓冲缸缓冲装置。根据客户工艺需求,还可以用于汽车配件覆盖件冲压成型、玻璃钢复合材料热模压成型等。该设备还适用于可塑性材料的压制,如�������冲裁、弯曲、翻边、薄板拉伸等,也可以从事校正、压装、砂轮成型、冷挤压金属零件成型,塑料制品及粉末制品的压制成型工艺,配上冲裁缓冲装置后可用于冲孔、落料加工。以下是客户现场图:
❀山东威力重工生产500吨四柱液压机采用双缸结构设计,型号YW32-500T,性能特点:
1、计算机优化结构设计,四柱式结构简单、经济实用。
2、液压控制采用插装阀集成系统,冲击小、动作可靠,使用寿命长,泄露点少。
3、新型油缸密封元件,可靠性强,寿命长。
4、拉伸、压边滑块可连成一体,实现单动工艺动作。
5、导轨自动润滑装置。
6、机电一体化安全装置。如:油缸下腔支撑回路、油缸上下腔互锁回路等,安全性优越。
7、电气系统采用PLC控制。
8、可实现定压、定程两种成型工艺,具备保压延时功能,延时时间可调。
����9、工作压力、行程可在规定范围内按工艺要求调节,操作简便。拉伸,压边滑块可通过定位销联为一体,实现单动工艺动作;机,电,液一体化安全装置,如油缸下腔支承回路,油缸上下腔互锁回路等安全性优越。
|
项目 |
单位 |
YW32-500T |
|
公称力 |
KN |
5000(双缸) |
|
缓冲缸压力 |
KN |
1250X2个 |
|
液体最大工作压力 |
Mpa |
25 |
|
油缸最大行程 |
mm |
800 |
|
缓冲缸行程 |
mm |
100 |
|
缓冲可调行程 |
mm |
100 |
|
开口高度 |
mm |
1250 |
|
最小闭合高度 |
mm |
450 |
工作台面
尺寸 |
左右(柱内) |
mm |
1800 |
|
|
前后(边缘) |
mm |
1250 |
|
工作台厚度 |
mm |
85 |
|
快进速度 |
Mm/s |
150-200 |
|
工进速度 |
Mm/s |
10-20 |
|
回程速度 |
Mm/s |
150-200 |
|
电机功率 |
kw |
22*2 |
|
机器外形尺寸 |
mm |
2400X1250X4500 |
|
泵站外形尺寸 |
mm |
1200X1500 |

 液压控制系统:
液压控制采用插装阀集成系统,动作可靠,使用寿命长,液压冲击小,减少了连接管路与泄漏点。������成型时,浮动模板反向支撑力可控。可完成浮动压制,实现下拉式或顶出式脱模等工艺动作。电气控制系统动作可靠,直观,维修方便。经济型粉末制品成型设备,具有“手工加料,浮动压制,拉下脱模”的功能,机器由PC控制,其压制力、压制行程均可根据工艺需要进行调整,并能完成定压和定程两种工艺要求。�������机器主机采用三梁四柱式结构,具有操作简便、工作可靠,并可根据具体成型工艺要求增加相应的辅助装置,以适应较为复杂零件的生产。������� ������
液压控制系统:
液压控制采用插装阀集成系统,动作可靠,使用寿命长,液压冲击小,减少了连接管路与泄漏点。������成型时,浮动模板反向支撑力可控。可完成浮动压制,实现下拉式或顶出式脱模等工艺动作。电气控制系统动作可靠,直观,维修方便。经济型粉末制品成型设备,具有“手工加料,浮动压制,拉下脱模”的功能,机器由PC控制,其压制力、压制行程均可根据工艺需要进行调整,并能完成定压和定程两种工艺要求。�������机器主机采用三梁四柱式结构,具有操作简便、工作可靠,并可根据具体成型工艺要求增加相应的辅助装置,以适应较为复杂零件的生产。������� ������
电气控制系统:
1、独立的电气柜,内装空气开关、继电器等电器控制系统。
2、液压机的各种报警信号,限位开关与压机动作实现程序联锁。
3、设有集中控制面板,面板上布置有必要的操作按钮和选择开关。
操作方式:
1、压机设有点动和半自动操作方式。
2、行程有行程控制装置调整。
������3、操作台上的按钮除完成压机全部动作外,还应有"双手压制"、"回程、"停止"、"急停"等按钮。
安全保护:
1、设置急停按钮,按下急停按钮,压机立即停止。
2、行程在上、下限位处均设有限位开关。
�����3、在活塞式油缸下腔设置液压支撑保险阀回路,确保安全。同时设置液压联锁回路,确保支撑保险阀不打开时,主缸上腔无法输出压力。
设备工作环境:
1、电源:三相380v 50HZ2、工作环境温度:0~40℃